As an economical CNC system of SIEMENS, the 828D system has been widely used in various small and medium-sized CNC machine tools. More and more machine tool factories have chosen this moderately priced, high-performance CNC system to replace the 840Dsl system while meeting performance and control requirements. The 828D has also recently developed a dual channel function that is currently only used on lathes.
The double-sided crankshaft end machining center SUC8114 independently developed by our company uses the dual 828D system instead of the 840Dsl dual-channel function. In order to realize the communication and cooperation of the two systems, the PN/PN Coupler is used to connect Profinet communication mode, which realizes double The general function of the channel effectively reduces costs.
System topology
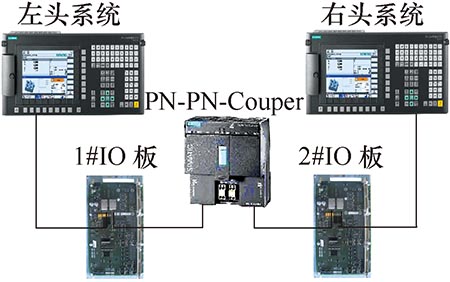
The two systems Profinet network implements the hardware connection through the PN/PN Coupler, as shown in Figure 1. The advantages of using PN/PN Coupler are reliable connection, high communication efficiency, and no occupation of the input and output addresses on the IO board. It is of great significance for the 828D system with limited IO capability.
Figure 1 PN-PN-Coupler connection topology
2. PN/PN Coupler debugging
(1) Configure the PN/PN Coupler through Step7, set the PC/PG interface to the currently used network card, then select PLCEdit Ethernet node, search for PN/PN Coupler, and select PN/PN Coupler in the searched network node. In the Edit Ethernet nodes dialog, enter the IP address 192.168.214.20 and the device name as PN/PN Coupler20, and activate the configuration, as shown in Figure 2.
(2) Machine parameter configuration. On the 828D, the PROFINET device PN/PN Coupler is also activated by setting the parameter MD12986[5] = -1, and then the NCK restarts the active configuration. At this time, the PN/PN Coupler must be connected to the PROFINET network of the 828D by hardware, otherwise it will cause the PLC emergency stop alarm.
Figure 2 PN/PN Coupler configuration on Step7 software
(3) Diagnose and test the PN/PN Coupler. After the NCK restarts, you can check whether the PN/PN Coupler is configured correctly through the TCP/IP bus interface in the diagnostic area. Click "Select Bus", select PROFINET PN1/PN2 and confirm. At this time, you can judge whether the PN/PN Coupler is connected normally by diagnosing the status of station number 20.
If the PN/PN Coupler is connected properly, you can test whether the communication is normal through IO. The address mapping is shown in Table 1.
3. Implementation of dual channel function
Since it is two sets of CNC systems, the implementation of different part programs is actually a two-channel state, but this has the following differences with the true dual-channel function: 1 Dual channels need to work in the same mode group. 2 It is necessary to implement necessary synchronization and coordination actions through some program commands between the two channels.
By using the communication function of the PN/PN Coupler, communication and mode group control between the two systems can be realized, and the functions of the dual channel can be improved.
(1) Mode group synchronization. For the two operation panels, you need to select one of them as the main operation panel, and switch the linkage and single movement of the two heads through the switch. The PLC control is shown in Figure 3. The SUC8114 uses Figure 3a as the main operation panel, and its mode group signal is transmitted to the Figure 3b through the mapped address to control its mode group switching control.
When the linkage is activated (M200.0=1), the left Q96.0 (ie I96.0 in Figure 3b) is 1, and the mode group signal on the right is controlled by the button on the left to achieve double head. Mode group. In addition, in order to achieve program coordination, some necessary interface signals should also be communicated, for example, read-in inhibit, NC program running status and other signals.
(a) Left-hand PLC program: mode group signal output
(b) Right PLC program: mode group switching
Figure 3 SUC8114 left and right head part PLC program
(2) Two-channel communication. The two-channel communication here mainly refers to the synchronization of the channels, that is, the coordination of the programs. Commonly used inter-channel coordination commands include program start, mark wait, and so on. Channel program coordination command statements, corresponding alternatives, and functional descriptions are shown in Table 2.
Here are some examples to illustrate these common commands to find alternatives.
example 1:
The program structure of the main program MAIN_L.MPF of channel 1 (see Fig. 3a) is as follows:
;%N_MAIN_L_MPF
...
$A_DBW[0]=n
M100
...
The program structure of the main program MAIN_R.MPF of channel 2 (see Fig. 3b) is as follows:
;%N_MAIN_R_MPF
IF $A_DBW[0]<>1 GOTOF BB1
M100
LL1
GOTOF END
BB1: IF $A_DBW[0]<>2 GOTOF BB2
M100
LL2
GOTOF END
BB2: IF $A_DBW[0]<>3 GOTOF BB3
...
BBN:
MSG ("NO PROGRAM SELECTED!")
END:
M120
M30
The role of the INIT and START commands is to select and start the program that channel 2 needs to execute. Here you need to use NC and PLC to work together to complete this function. The 828D does not have the function of selecting the machining program through the PLC. It is necessary to program all the programs that may be used into one main program MAIN_R.MPF, and use the branch judgment method to select a specific program; in order to simplify the PLC programming, use the numerical number as the selection. The branch judgment value of the machining program.
When the main program of channel 1 (see Fig. 3a) executes the command "$A_DBW[0] = n", the PLC disables the read disable signal in Figure 3a and sends the program selection code via the address of the PN/PN Coupler communication. Give channel 2 (see Figure 3b), then trigger its program to start, trigger channel 1 read-in inhibit when executing to "M100"; after channel 2 program starts, find the branch program to be executed through branch judgment, before branch program "M100" then cancels the read disable of channel 1 through the PN/PN Coupler, and both channels start executing the next block at the same time.
Example 2:
The procedure for channel 1 (see Figure 3a) is as follows:
...
G0 G90 X100
M111
...
G1 G90 Y200 F 1000
M101
...
The procedure for channel 2 (see Figure 3b) is as follows:
...
G0 G90 POS[A]=CNC(0)
M111
...
G1 G90 B90 F 1000
M101
...
WAITM/WAITMC are two wait instructions that enable wait and synchronization between two channels by tag number. The difference between WAITM and WAITMC is that WAITM needs to be quasi-stop before executing the next block, while WAITMC does not need to reach the quasi-stop, as long as it runs to the wait flag and executes downward.
In example 2, M111 is used to implement the mark waiting function without quasi-stop: when any one channel program is executed to M111, the waiting flag bit is stored by the PLC, and the read prohibition is activated in this channel, and the other channel program is executed. When it is to M111, the wait flag bit is reset, and the read disable is canceled, and the two channels realize coordinated synchronization.
M101 is used to implement the mark waiting function with quasi-stop. The principle is basically the same as the above waiting function without quasi-stop. The special feature is that the channel that is executed to M101 (that is, the channel that is waiting) is executed when it is executed to M101. The channel should also be read-in prohibited. Only when the quasi-stop signal is detected by the PLC interface signal, the read-in inhibition of the two channels is cancelled, and the coordinated synchronization after the quasi-stop is realized.
In the actual application of SUC8114 in this paper, two kinds of synchronous waiting functions use 9 sets of M codes, that is, each can use up to 9 sets of tags, which is enough to meet the general use requirements. Of course, if necessary, according to the actual situation. Expand.
WAITE is used to wait for the end of the program in channel 2. When channel 1 is programmed to "M120", the read disable signal of channel 1 is triggered. When the program in channel 2 ends (ie, the program ends command "M30"), "M120" is programmed. The read disable of channel 1 is released, and the function of "waiting for the end of the program" is implemented (see Example 1).
4. Conclusion
The advantage of the PN/PN Coupler is that it is easy to use and powerful. It only requires two PN network lines to connect the two Profinet networks to achieve PLC synchronization and communication. In addition to the SUC8114 application examples described in this article, you can also develop a variety of practical functions, and the application prospects are broad. At present, the SUC8114 machine tool has been delivered to users and has achieved good results.
references:
[1] Fang Yipeng, Wang Zhiming, Zhang Jie. Application of DP/DP Coupler in Multi-master Profibus-DP System[J]. China Water Transport (Theoretical Edition), 2007, 5(5): 157-159.
[2] Li Jinling. Implementation of MOVIFIT FC Inverter and Industrial Ethernet Link[J]. Industrial Control Computer, 2014(8): 97-98.